|
| 3M Abrasives |
|
| Finest abrasives. | ||
| Microbevels front and back. | ||
| Use a jig. | ||
| Copyright (c) 2002-15, Brent Beach |
This page discusses the abrasives I use for honing hand tools (plane blades, chisels, ...). Honing uses fine abrasives to prepare the tool edge. See my other pages for more detail on honing and grinding using either a 1" belt sander or a bench stone.
This page is about the particular abrasives I use. There is a bewildering variety of abrasives out there. See my introduction to abrasives.
I have tried many different makes and grades of sheet abrasives and have found that 3M Microfinishing Film is by far the best. This particular group of abrasives is not commonly found in Hardware stores, or even Autobody stores. [Mail order sources below.]
Microfinishing abrasives are much different from standard abrasives used in woodworking. According to 3M advertising literature the abrasive used is much more finely graded (fewer large pieces of grit to cut deep scratches into your tools), with a bonding to the backing material strong enough to use for honing tool steels.
3M has a number of different product names for their abrasives: Lapping Film, Polishing Film, SlurryFree CMP Fixed Abrasive, Trizact Film, Wetordry Polishing Paper in addition to the Microfinishing Film. I use two grits of Microfinishing Film and one grit of Polishing Film. 3M has many combinations which differ in backing material, bonding material, abrasive grading, and abrasive. For example, you can get these grits on 1mil polyester backing rather than 3mil - don't. The 1mil backing is too easily torn in this application.
The three grits I use:
| 3M Code | Abrasive | Micron | Grit | Backing | Variety |
|---|---|---|---|---|---|
| 468L PSA | Silicon Carbide | 15 | 600, P1200 | 3mil | Microfinishing film |
| 468L PSA | Silicon Carbide | 5 | 1200, P4000 | 3mil | Microfinishing film |
| 068X PSA | Chrome Oxide | 0.5 | n/a | 3mil | Lapping Film |
If you use another product within the 3M line-up and find it works, I would be interested in hearing about your experience. If you use a sheet abrasive from another company that works well for you, let me know. This is not a 3M endorsement site. Any abrasive of equal quality is fine with me.
You can spend a little less if you buy regular sheets rather than the PSA (pressure sensitive adhesive) backed sheets. The problems attaching regular sheets to the glass eat up any saving quickly. Get the PSA backed sheets.
I have spent some time looking for suppliers. Googling 3M Microfinishing Film produces lots of references within the 3M company sites, but the information there appears to be out of date. For example, the listing for 3M Product ID 468L(PSA), lists 30 and 40 micron grits. I have 15 and 40 micron grits with this designation. Dealing directly with 3M will require persistence - they may not know what they sell. It comes in rolls, sheets, discs and disc rolls. If buying in bulk, the rolls might be an economical alternative. Getting someone to give you a price on this may be difficult. Please let me know if you have any luck on this.
The SiC crystals are harder, sharper and more brittle. Does it matter?
The variables of interest: surface quality, cutting speed, abrasive durability.
Lee Valley reports tests (published Sep 2016) in which AlO abrasive was comparable in cutting speed to silicon carbide in O1 steel, but about 40% faster in A2; in both alloys, it maintained its cutting speed appreciably longer. Lee Valley does not discuss the test - which grits, how the test was run. This result is surprising in three ways.
SiC is known to be less durable than AlO so no surprise there.
I use SiC for the first two honing steps because that was the only option available at the time I started testing. I did buy my 3M sheets at Lee Valley. (Disclosure: My only association with Lee Valley is as a customer.)
If you do any comparison testing of AlO versus SiC in similar grits, I would be interested to receive a report of your observations.
My results are based on the sequence of micron graded papers: 15, 5, 0.5µ. It is possible that a sequence 9, 3, 1µ would produce comparable results. I would not go much above 9µ for the first honing step, particularly if you intend to hone through the edge. If you are careful and do not hone through the edge, the 30µ might be just fine for the first honing step (once you have used it a bit to remove the largest grit particles).
I buy these abrasives at Tools for Working Wood (search for 3M PSA) which has good prices and a bit more variety than other mail order companies.
Another US company with perhaps a larger range of products, including 3M diamond sheets, is Precision Surfaces International.
In Canada, Lee Valley has a somewhat smaller selection at somewhat higher prices. Lee Valley has 3M PSA backed Aluminum Oxide sheets in micron (µ) graded sizes: 100, 30, 9, 3, 1 and 0.3µ.
In the UK, Workshop Heaven sell a variety of 3M products, including PSA lapping film and PSA Microfinishing Film.
In Australia, The Sandpaper Man sells the 3M PSA sheets (Link sent along by Jeff Cochrane).
For people using any mail order company, check around for happy customers before sending along your cash.
If any reader of this page outside North America finds finds a distributor local to them, I would certainly include a link on this page.
Air bubbles show up as lighter colours. You certainly want to remove any large air bubbles. If you have a lot of air bubbles, lift the sheet immediately, re-wet the glass and apply the abrasive again. Starting at one end and rolling the sheet onto the glass should get you a nearly bubble free result.
Once the sheet is down, you can remove a few small air bubbles pretty easily. Take the plastic sheet that was on the sticky side of the abrasive and put it on top of the abrasive sheet so it covers the air bubble and the sheet all the way to the nearest side. With a cloth on your finger (so your finger slides on the plastic) softly rub the plastic from the back side of the bubble, pushing the bubble toward the nearest edge. Like herding sheep toward the edge, if the bubble starts to move any other direction, keep surrounding it and pushing it toward the edge. If the paper and the glass are wet enough, this should go quickly.
Once all the bubbles are out, put the backing plastic on the full length of the abrasive and rub from the middle to the end in one direction, then in the other direction. This will squeeze excess water out from under the abrasive. Set the prepared sheet away for 24 hours, letting it dry thoroughly. If you use it while it is still wet, the abrasive could shift on the glass.
The backing on Micro-Mesh is different from that used by the 3M microfinishing abrasives. From the web site for SS Scientific Limited:
| Micro-Mesh is made with a flexible cloth backing, topped with a layer of especially formulated latex. Silicone carbide or aluminium oxide crystals are bonded with a flexible glue. The various sizes of abrasive grit are adhered on the cloth backing in such a manner that the crystals are held in a resilient matrix, as opposed to a hard matrix (such as what is normally used in sandpaper or emery cloth). When contact pressure is applies to the work piece, Micro-Mesh crystals recede and rotate slightly to present their sharp cutting edges evenly across the surface, cutting together on the same plane with a positive rake. Because the crystals can move back into the cushion, a very fine scratch pattern is produced with a relatively large crystal. |
For many polishing situations, a flexible backing is essential.
Unfortunately, they cannot be used for edge tools. The flexible backing means that the abrasive rounds the edge. Fine for polishing surfaces, not good around edges.
| 1. | Primary bevel | For many years I used 120 Grit Aluminum Oxide (AlO) belt on a 1" belt sander at 25 degrees. AlO is a moderately hard abrasive that will remove even very hard tool steels quickly. I try to grind the primary up to but not quite touching the edge.
Recently I switched to using a coarse silicon carbide bench stone. |
| 2. | First microbevel | 15 micron Silicon Carbide (SiC) sheet abrasive on a glass sheet at 29 degrees. I use Pressure Sensitive Adhesive backed sheet.
15 micron sheet cuts quickly provided the microbevel is not too wide. Up to about 1/16" is no problem, by 1/8" it starts taking quite a while. At this point I refresh the primary bevel. Silicon Carbide is a very hard abrasive - hard enough to work even the hardest tool steels. |
| 3. | Second microbevel | 5 micron Silicon Carbide (SiC) sheet abrasive on sheet glass at about 31 degrees. Since the jig system ensures I start sharpening at the edge, this bevel is always about the same width and always takes about the same time. This abrasive sheet lasts much longer than the 15 micron sheet since it has so little metal to remove. |
| 4. | Third microbevel | 0.5 micron Chrome Oxide (CrO) sheet abrasive on sheet glass at about 32 degrees. Again, the jig system ensures I start at the edge, so the bevel is also always about the same width and takes about the same time. This sheet lasts longest of all - many cycles of the 15 micron sheet for a single piece of 0.5 micron sheet. [Chromium is an alternate name for Chrome.]
Chrome Oxide is also a very hard abrasive. It has no problems with even High Speed Steel, cutting quickly and wearing well. |
Rather than do that, you are probably better off using 3M Aluminum Oxide for the final microbevel. Both Lee Valley and Tools for Working Wood sell it.
| 4. | Third microbevel | 1 micron Aluminum Oxide (AlO) sheet abrasive on sheet glass at about 32 degrees.
The abrasive is a very pale green colour rather than a deep forest green. Like the original 0.5 micron sheet, it feels smooth to the touch. It appears to cut faster than the 0.5 micron sheet, but the scratches it leaves are also not visible using the QX3 microscope. It is probably a good alternative, but I have not yet done any edge durability testing with this abrasive. |
| 4. | Third microbevel | 0.3 micron Aluminum Oxide (AlO) sheet abrasive on sheet glass at about 32 degrees.
The abrasive is pure white - it is very hard to tell the abrasive sheet from a piece of paper. The grit is so fine that roughness to the touch is no guide. On initial testing, scratches left by this abrasive were more visible that those left by either the 1 micron AlO or the 0.5 micron Chrome Oxide abrasives. The problem is that there are a few scratches visible - not general visible scratching. It could be that sizing is not as good on this abrasive. Perhaps after some use these larger scratches will stop appearing. |
While most of the emphasis in these web pages is on honed microbevels, you cannot even start honing until you have a primary bevel and a reasonably good edge. In fact, if you grind the primary poorly, you probably cannot hone a good final edge.
In my view, the best way to grind a primary bevel is by hand, using a coarse Silicon Carbide bench stone.
Second best is a 1 inch belt sander.
In either case, I grind almost to but do not actually grind the edge. That is, I leave the edge previously obtained by honing. (Except when I get a new blade with bad chips, or want to change the shape of the edge.) Pictures of primary bevels taken during belt sander grinding are on this page. Images of edges obtained using the Norton SiC bench stone are on this page. Be sure to double click on the images. It is possible to get so close to the edge while hand grinding, you might not be able to see the remnant of the old edge in the thumbnails.
Grinding does not shorten the blade! Use and honing shorten the blade. Both operations remove metal on the order of a few thousands of an inch. A grinder can remove 10 times that in a split second.
I have tried two types of sheet abrasive on glass: 40 grit 3M Microfinishing Film and 4 different grits of Norton 3X. Only the 60 grit Norton 3X removed metal fast enough to be useful, but it fractured the edge.
|
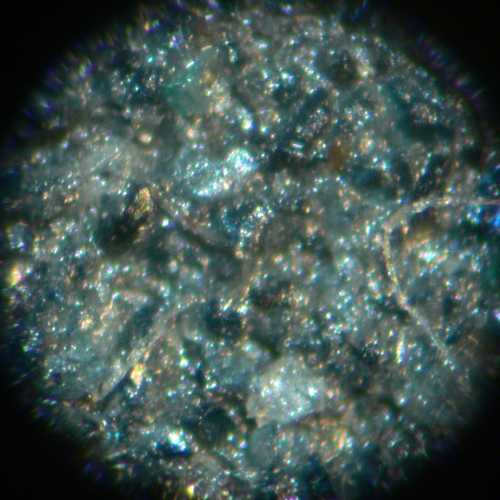
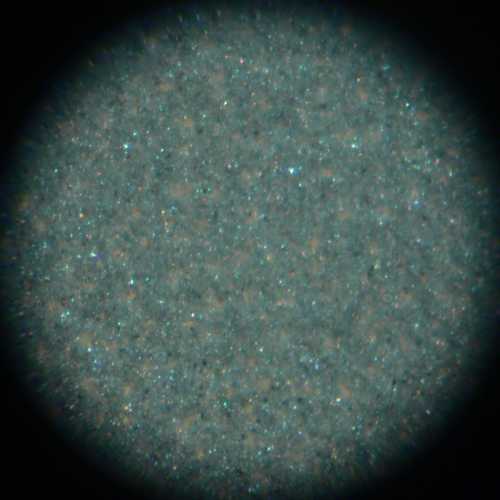
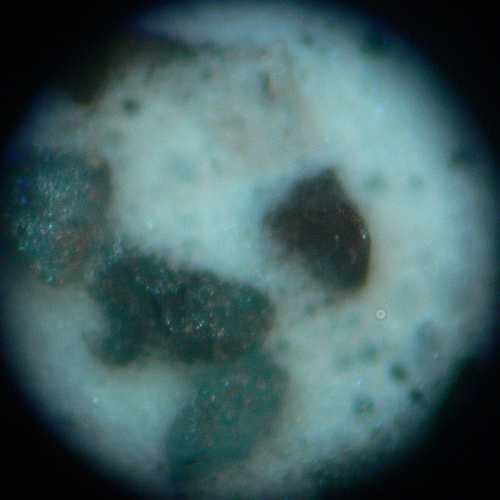
Norton Coarse Silicon Carbide bench stone
A little hard to see individual grits, but clearly smaller than the Norton 3X 60 grit and larger than the 3M 40 micron. Could be about the size of the 200 grit, but there is less space between the particles. |
|

|
|
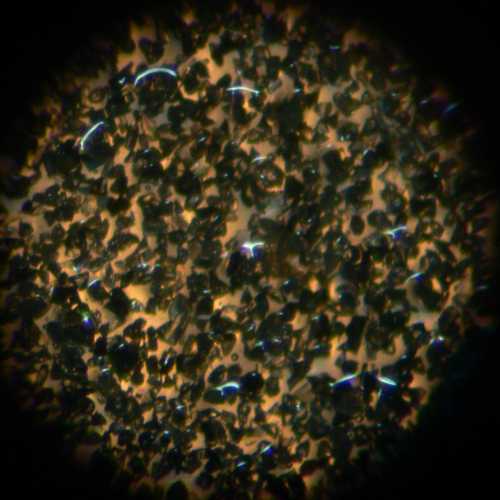
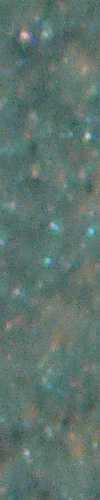
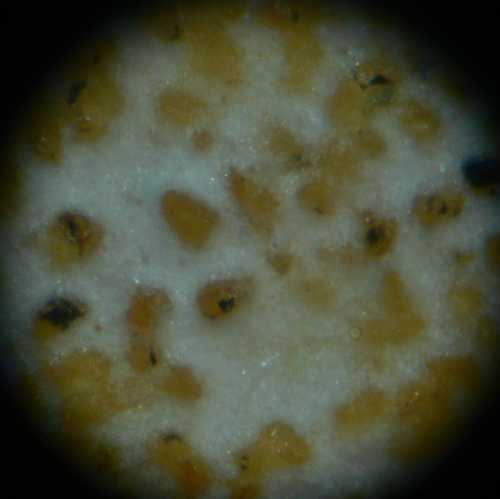
40 micron, Silicon Carbide 3M Microfinishing Film
Totally different size and grit count. It is easy to see the individual grit particles. The yellow colour is from a yellowish light shining through the clear polyester backing, the glints from halogen light shining from above. |
|

|
|
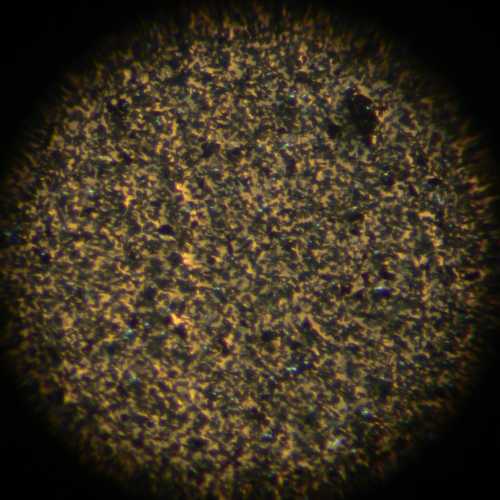
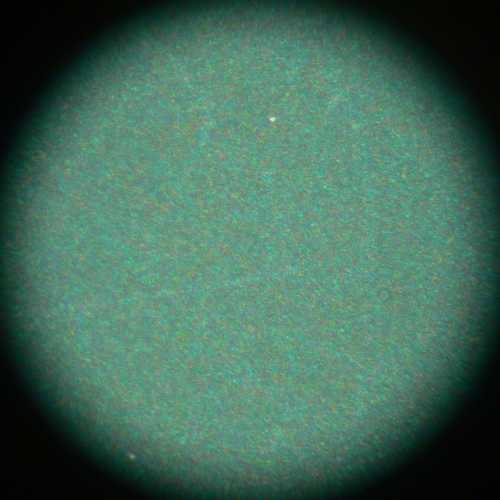
15 micron, Silicon Carbide 3M Microfinishing Film
The grits are pretty clear, much smaller. The yellow colour is from a yellowish light shining through the clear polyester backing. |
|
|
|
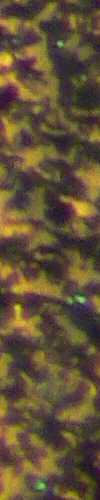
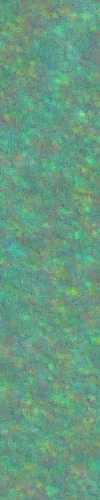
5 micron, Silicon Carbide 3M Microfinishing Film
The abrasive has clear polyester backing, but there appear to be enough grits and glue that the backing is opaque. |
|
|
| 0.5 micron, Chrome Oxide 3M Microfinishing Film |
|
|
|
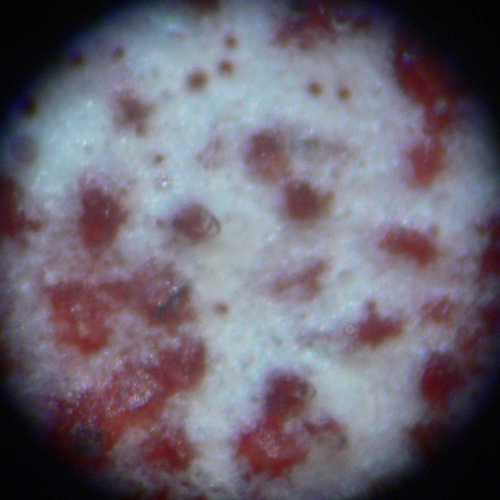
60 grit, Norton 3X
Average grit size 254 microns. Just looking at these 4 pieces of abrasive, it is pretty clear that the profile of the grit hitting the plane iron would be quite different depending on how the abrasive was glued to the polyester backing. |
|

|
|
100 grit, Norton 3X
Average grit size 122 microns. Not sure why these particles are a different colour. Norton says they add no colouring to the abrasive - to prevent transfer to the object being sanded. Yet the four grits here are three different colours. |

|

|
|
150 grit, Norton 3X
Average grit size 89 microns. |
|

|
|
220 grit, Norton 3X
Average grit size 60 microns. More abrasive particles, but still nothing like the number of particles in the higher grits. Are there enough particles to reduce the chance of edge problems, but not so many that the grinding speed is too slow? |
|
|
Many people know of 3M for it tape, but it actually got its start in the abrasives business. From the book:
In 1902 five businessmen from Two Harbors, Minnesota, formed the Minnesota Mining and Manufacturing Company to quarry what they thought was a local find of corundum, a mineral just short of diamond in hardness and thus a valuable abrasive for grinding-wheel manufacturers. The mineral proved inferior for that application, however, and so in 1905 the fledgling company turned to making sandpaper ...In 1916 the company's sales manager insisted that a laboratory be formed to carry out experiments and tests to ensure quality control so that salesmen would not be embarrassed by faulty products. ...
In the making of sandpaper, an abrasive material is bonded to a paper backing, and the quality of the product depends not only on the quality of the principal raw materials of grit and paper, but also on how uniformly and securely they can be combined. Hence, to manufacture sandpaper it was necessary to develop an expertise in coating paper with adhesive. ... in the 1920s a considerable amount of sanding was needed to finish the paint on auto bodies, the dust was causing lead poisoning among workers. Making waterproof sandpaper would allow wet sanding, which in turn would cut down on dust, and thus be a great improvement.
The new two-tone style of painting automobiles was popular in 1925 ... In order to get a clean, sharp edge when applying a second paint color, the first had to be masked ... . One day, when he was dropping off a batch of waterproof sandpaper, [3M engineer Richard] Drew overheard some body-shop workers cursing two-tone painting. The young technician ... promised he would make something to solve the problem.
That led to masking tape and eventually to the Post-It Note.
This book makes the interesting point that Invention is usually a response to a failure in existing solutions. Form does not follow function, it follows failure.
A perceived shortcoming in existing tools and methods [for sharpening plane irons for example] leads to discovery of new methods [jigs, ...] that eliminate the earlier failures.
I wish I had thought of that!
3M's relentless pursuit of excellence in its products has not kept them ahead of the field in the masking tape market. Several other brands are now on the market which claim to have both better ability to prevent paint from wicking under the tape and better removal properties. Since these new products are sold for premium prices - often more than twice as much as the 3M product - the market appears to agree that 3M has lost its grip on masking tape.